登錄
登錄
 注冊
注冊
汽車制造企業RFID生產線管理系統成功應用案例
1. RFID系統簡介
RFID是一種非接觸式的自動識別技術,它通過射頻信號自動識別目標對象并獲取相關數據,識別工作無須人工干預。RFID的應用系統具有非接觸,工作距離遠,精度高,信息收集處理自動快捷及環境適應性好等一系列優點,不僅能取代傳統的手工錄入方式,大大提升企業的運營效率,更由于其先進的自動識別功能,能輕易地實現原先人工難以完成的任務,為提高企業競爭優勢,增強企業核心競爭力提供有力的支持。
最基本的RFID系統由以下三部分組成,原理如圖1-1所示:
標簽(Tag):由耦合元件及芯片組成,每個標簽具有唯一的電子編碼,附著在物體上標識目標對象;
讀寫器(Reader):讀取(有時還可以寫入)標簽信息的設備,可設計為手持式或固定式;
天線(Antenna):在標簽和讀取器間傳遞射頻信號。
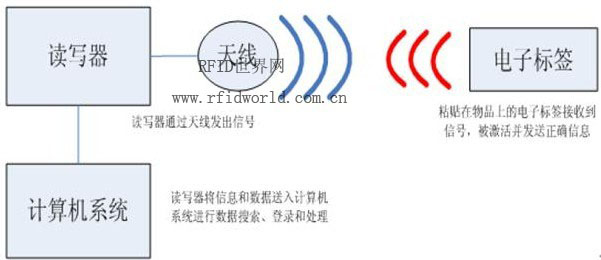
圖1-1:RFID系統原理圖
電子標簽中一般保存有約定格式的電子數據,在實際應用中,電子標簽附著在待識別物體的表面。讀寫器可無接觸地讀取并識別電子標簽中所保存的電子數據,從而達到自動識別物體的目的。通常讀寫器與計算機相連,所讀取的標簽信息被傳送到計算機上進行下一步處理。RFID信息處理系統(即后臺應用支撐軟件)整合由讀寫器收集到的標簽數據。
2. 現狀與需求分析
2.1 現狀分析
公司客車廠分焊裝、涂裝、總裝、完檢4個車間,車間面積約15000平方米。
目前,生產線信息的采集采用人工采集、手工輸入的方式。
人工采集、手工輸入的方式準確性不足,存在一定的錯誤率。
手工輸入只能定時進行,導致生產計劃按周計劃、月計劃提交,不能精確到日。
系統中生產數據無法實時更新,滯后情況嚴重,不利于生產流的順利進行,制約了產能的進一步提高。
2.2 需求分析
根據以上現狀分析,我公司提出以下RFID解決方案:
用1000個耐高溫、防腐蝕RFID抗金屬標簽(做成可循環利用的形式)對各車間生產線上的車輛進行一對一的標識管理。
執行每批生產任務之前需在生產線管理系統中利用電子標簽發卡器對各標簽的信息進行初始化,標簽所對應的信息應包括:生產線編碼、產品編碼、訂單號、狀態位置、計劃號、產品順序號、VIN信息等。
標簽使用鉚釘或其他方式固定于生產線上的車輛上,在車輛經過完檢工序后,將標簽取下便于下次重復使用。
在焊裝車間的焊接上線點、外蒙上線點、焊接下線點分別設置一臺超高頻RFID讀寫器,用于對進入焊裝車間生產線的車輛進行信息采集,并將信息通過以太網絡實時回傳至后臺管理系統。
在涂裝車間的涂裝上線點、涂裝下線點分別設置一臺超高頻RFID讀寫器,用于對進入涂裝車間生產線的車輛進行信息采集,并將信息通過以太網絡實時回傳至后臺管理系統。
在總裝車間的總裝上線點、總裝下線點、交檢點分別設置一臺超高頻RFID讀寫器,用于對進入涂裝車間生產線的車輛進行信息采集,并將信息通過以太網絡實時回傳至后臺管理系統。
在完檢車間的合格點設置一臺超高頻RFID讀寫器,用于對進入完檢車間的車輛進行信息采集,并將信息通過以太網絡實時回傳至后臺管理系統。
RFID生產管理系統需與現有ERP系統進行接口。
3. 系統組成與原理
3.1 系統組成
RFID生產線管理系統(MES)主要由基礎硬件網絡平臺、硬件接口平臺、管理軟件平臺、ERP系統接口平臺等組成,如圖3-1所示。
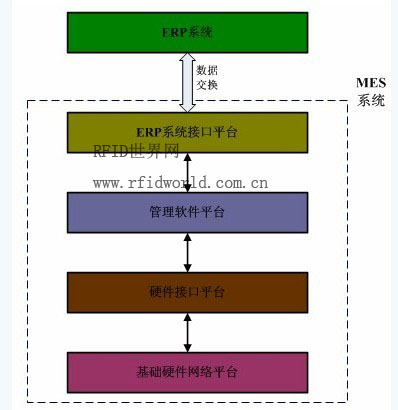
圖3-1:RFID生產線管理系統組成結構圖
基礎硬件網絡平臺:現場信息采集點讀寫器設備及其與后臺管理系統之間的數據傳輸網絡。
硬件接口平臺:MES軟件中負責硬件控制管理、硬件數據采集的部分。
管理軟件平臺:MES軟件中負責所有與生產執行管理相關的業務處理,是MES系統的核心部分。
ERP系統接口平臺:MES軟件中負責與ERP系統進行數據交換的部分。
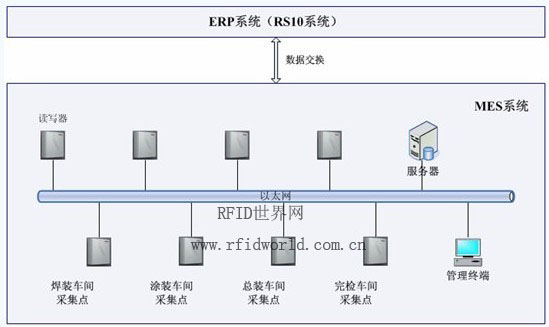
圖3-2:RFID生產線管理系統拓撲圖
3.2 系統原理
如圖3-3所示,在焊裝車間的焊接上線點、外蒙上線點、焊接下線點,涂裝車間的涂裝上線點、涂裝下線點,總裝車間的總裝上線點、總裝下線點、交檢點,完檢車間的合格點分別設置一臺超高頻RFID讀寫器,用于對生產線上的車輛信息進行自動采集。
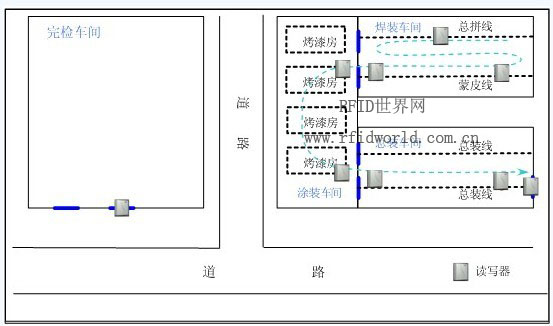
圖3-3:RFID生產線管理系統原理示意圖
當貼附有電子標簽的汽車經過生產線信息采集點時,讀寫器自動采集到該汽車電子標簽的信息,并將該信息實時傳送至后臺管理系統中。后臺管理系統根據這些實時數據即可實現對整個生產線進行各種管理。
4. 系統功能
本系統包括以下幾部分功能:
4.1 生產管理
根據生產訂單安排投產計劃,包括生產訂單導入、訂單統計和狀況信息拋轉、生產任務分解,任務自動指派等
根據投產計劃制作、發放電子標簽
各車間生產線采集點車輛數據采集,采集得到的數據包括:生產線編碼、產品編碼、訂單號、狀態位置、計劃號、產品順序號、VIN信息等
采集到的現場數據實時傳輸至后臺管理系統,實現生產過程中所有操作信息都能由系統實時記錄下來
4.2 統計分析
通過數理統計和數學分析、數據挖掘等方法,得到企業所需要的各種數據:產線即時產量、工序產出率、設備和人員的作業狀況等
自動產生柏拉圖、直方圖、Xbar圖等各類質量報表、圖表和報告,并反饋到在線系統進行性能分析和提高
具有現場數據的報表和查詢功能,為高層管理人員的決策提供支持
4.3 系統管理
系統的備份和恢復機制
系統操作日志
操作人員權限設置
采集終端配置與控制
ERP系統接口規則
數據初始化
4.4 數據接口
從現有ERP系統中獲取工程數據,為MES系統提供WIP信息
為現有ERP系統提供所需數據
5. 操作流程
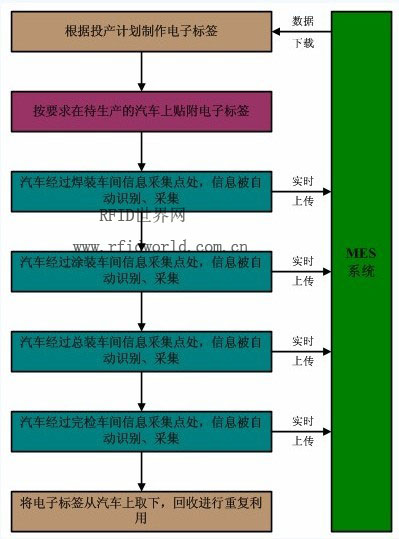
圖5-1:操作流程圖
6. 設備簡介
6.1 硬件
超高頻RFID讀寫器
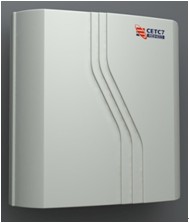
圖6-1:超高頻RFID讀寫器實物圖
內置7dBi圓極化天線,系統構建無需另外配置天線
防雷、防水、防塵、抗干擾,適用于各種室內外應用場合
工作頻率:902–928 MHz(可根據需求定制)
空中接口標準:ISO 18000-6B/6C
最大穩定讀取距離:大于等于12米
寫標簽距離:約為讀距離的1/3
數據速率:160kbps
工作模式:提供兩種工作模式(主從、觸發)
頻率模式:定頻/跳頻可選
通信接口:RS-232/485,RJ-45
IO接口:1路TTL輸入,1路TTL輸出
輸出功率:默認1W(30dBm),最大33 dBm,以1 dBm為間隔連續可調
升級:支持固件升級更新
電源:+6V,3A/DC
適配器:110-220V/AC
尺寸:240mm×235mm×100mm
重量:約1.6kg
工作溫度:-20℃~+55℃
貯存溫度:-35℃~+70℃
濕度:20%~90%
防護等級:IP65
外殼材料:ABS
指示燈:3個
超高頻RFID發卡器

圖6-2:超高頻RFID發卡器實物圖
工作頻段:902–928 MHz(可根據需求定制)
空中接口標準支持:ISO/IEC-18000-6B、EPC C1G2(ISO 18000-6C)
讀取距離:0-1 m(與應用環境和標簽有關)
寫卡距離:0-0.5m(由讀寫器設置和標簽性能決定)
天線:內置
通信接口:RJ-45/RS-232
電源:DC5V/5 A
功耗:小于9W(根據功率設定而變化)
防塵防水等級:IP53
RFID抗金屬標簽

圖6-3:RFID抗金屬標簽實物圖
類型:無源,可讀寫
頻率:860~960MHz
芯片:ALIEN HIGGS2
芯片協議:EPC Class 1 Gen 2
EPC:96bits
工作溫度:-30℃~90℃
存儲溫度:-40℃~150℃
重量:20g
尺寸:95*25*3.7mm
防腐蝕:支持
6.2 軟件
硬件接口軟件
與讀寫器通信連接的建立、控制與拆除
讀寫器參數配置與控制
讀寫器數據的采集
管理軟件
采集得到數據的記錄與分析
生成各類質量報表、圖表和報告
現場數據的報表與查詢
系統的備份和恢復
系統操作日志
操作人員權限設置
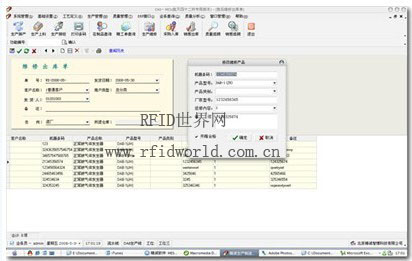
圖6-5:管理軟件示意圖
ERP系統接口軟件
ERP系統接口規則定義與設置
從現有ERP系統中獲取工程數據,為MES系統提供WIP信息
為現有ERP系統提供所需數據
7. 項目實景圖
目前,該系統已經在東風汽車公司成功應用。


中國電子科技集團公司第七研究所
地址:廣州市新港中路381號
郵編:510310
聯系人:堯鵬飛
手機:15913182376
電話:(86-20)84119353
傳真:(86-20)84119342
E-mail:dxyaopengfei@163.com
QQ:398323086